Поручите нам ремонт вашего оборудования
Оставить заявкуВертикально-фрезерный обрабатывающий центр с ЧПУ Vcenter-102
Год выпуска оборудования: 2015
Производитель оборудования: Victor Taichung Machinery Works Co., Ltd
Специалистами нашей компании выполнена диагностика с частичной разборкой и дефектовкой узлов 3-х координатного вертикально-фрезерного обрабатывающего центра с ЧПУ Vcenter-102.
В процессе диагностики проверено:
- документация на наличие схемы электрической, гидравлической, пневматической, спецификации отдельных механических элементов, списков регламентных работ, списка каталожных запчастей;
- состояние револьверного устройства смены инструмента, механических узлов, цепи, узла слежения цикла смены инструмента, аппарата захвата инструмента;
- уровни жидкостей охлаждающей системы шпинделя, системы подготовки и маслонасыщения сжатого воздуха, фильтрующие элементы воздуха и масла, наличие консистентной и жидкой смазки;
- состояние электронной части станка: состояние шкафа управления (ШУ), состояние разъёмов силовых и цифровых, состояние барно электродвигателей, состояние частотных и серво- преобразователей, состояние концевых выключателей, проводки и гермовводов, состояние гибких и статичных кабель-каналов, состояние системы обратной связи;
- состояние скользящих направляющих и состояние ШВП передачи движения осей X, Y, Z;
- состояние подшипников шпинделя, системы захвата инструмента, ротационное соединение системы продувки. Была проанализирована работа системы смазки направляющих и маслонасыщения воздуха;
- проанализированы сообщения и пробег станка в мото-часах;
- выполнены замеры погрешности позиционирования осях Sp, X, Y, Z;
- проверены батареи энергозависимой памяти энкодеров осей;
- проверены рабочие области, ограниченные программным методом. Так же была проверена работа концевых выключателей осей передвижения (X, Y, Z).
По результатам проведенной диагностики станка с ЧПУ нашими специалистами было выявлено:
- отсутствие документации: гидравлической и пневматической схем;
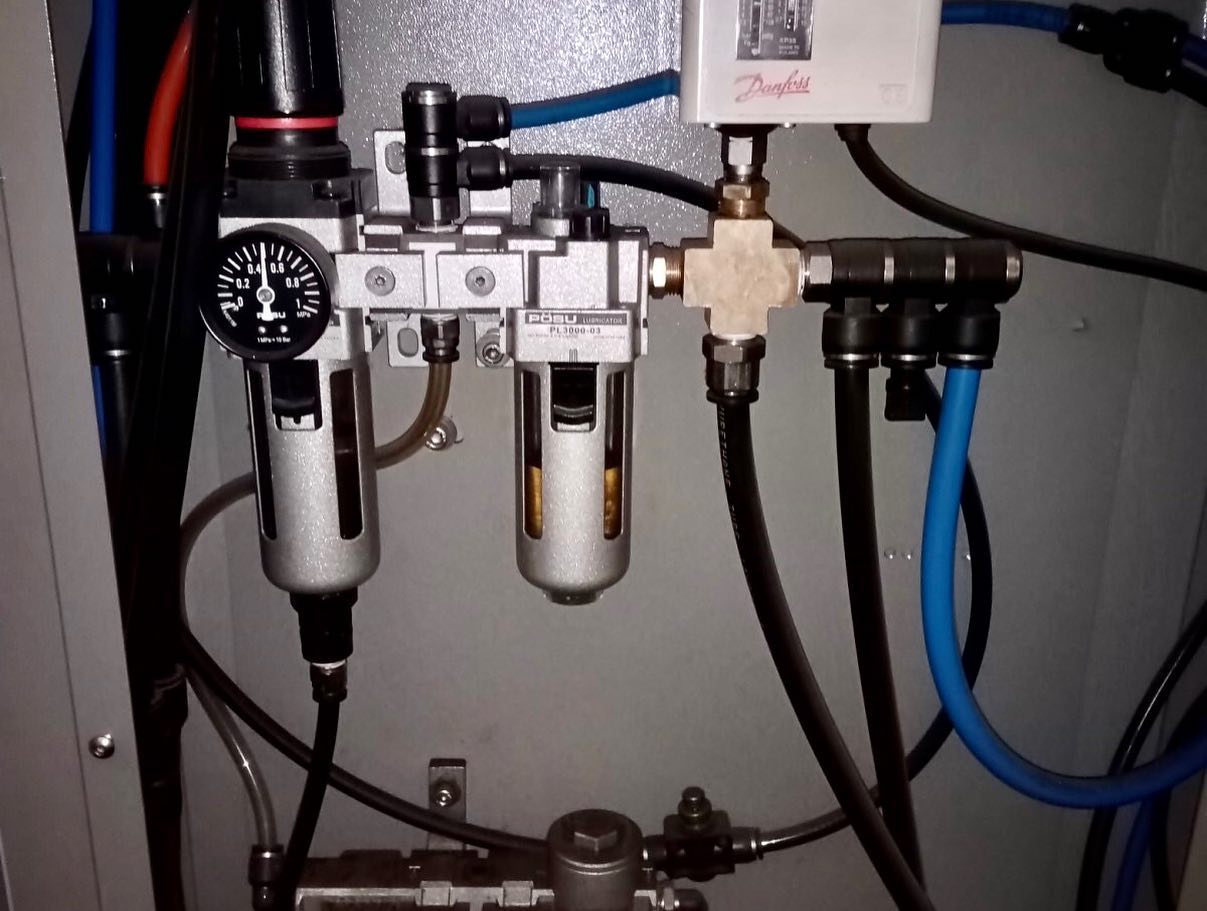
- в ходе внешнего осмотра оборудования выявлено, что уровни жидкостей и смазок в норме, масло в системе маслонасыщения чистое;
- проведена регулировка степени маслонасыщения;
- при осмотре воздушной магистрали обнаружено отсутствие дополнительных входных фильтров на подключение к центру;
- необходимо выполнить ТО шкафов управления, частотных преобразователей и сервоприводов а так же панели управления. Фильтры системы охлаждения чистые. Клеммы проводников на 60% состоят из самозажимных подпружиненных контактов, винтовые клеммы силовых и цифровых клемм зажаты с достаточным усилием. Барно электродвигателей без следов окиси, гермовводы не повреждены, винтовые соединения зажаты с достаточным усилием. Нажимные плунжеры без подклинивания. Гибкий кабель-канал бех повреждений, кабели внутри не перекручены, гидравлические и пневматические трубопроводы раздельно выведены наружу. Система обратной связи не имеет дефектов;
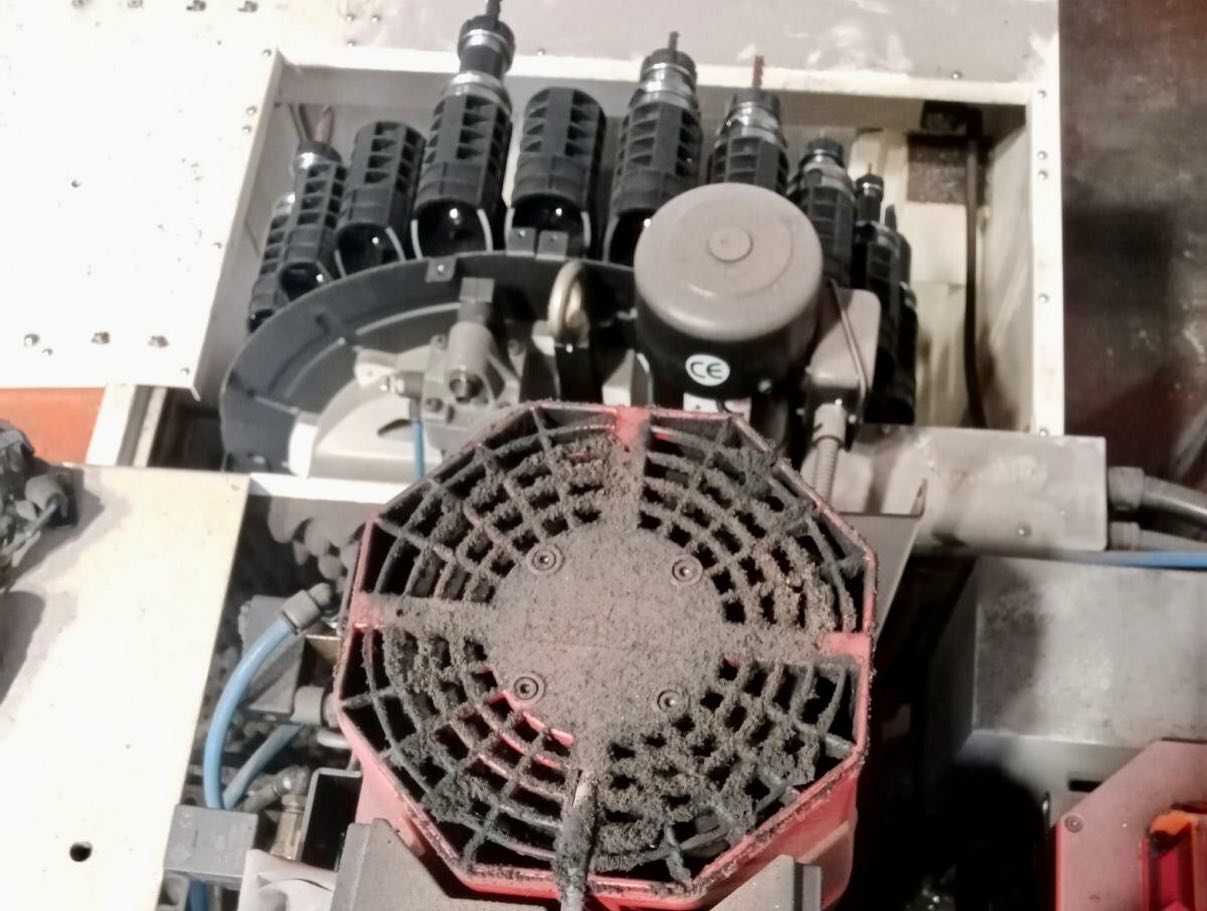
- главный вентилятор охлаждения двигателя привода шпинделя загрязнен;
- направляющие скольжения передачи движения осей X, Y, Z имеют чистую, смазанную зеркальную поверхность, без задиров или иных механических повреждений. Направляющие смазаны, узлы не издают посторонних звуков при движении. Процедура ступенчатого разгона и анализа шумов\нагрева\нагрузки дала следующие показатели: шумы в узлах подшипников отсутствуют, шумы в узле ротационного соединения отсутствуют, перегрев в узлах шпинделя отсутствует, нагрузка на электродвигатель на скорости 7500 об\мин в холостом ходу не превышает 43% и входит в зелёную зону шкалы нагрузки ПУ;
- при считывании системных предупреждений и ошибок стойки, критичных не обнаружено;
- все поверхности скольжения станка покрыты достаточной масляной пленкой. Нареканий по смазке механизмов перемещений по осям не обнаружен
- конус автозахвата инструмента имеет следы коррозии, раковины, и царапины;
- выполнена проверка люфтов и погрешностей движения осей X, Y, Z и Sp. Показатели в пределах паспортных данных;
- батарейная сборка энергозависимой памяти энкодеров осей имеет напряжение питания 5,5 В что является удовлетворительным показателем, однако близким к критическому в 4,8 В.;
- при проверке ротационных соединений и уплотнений дефектов не выявлено;
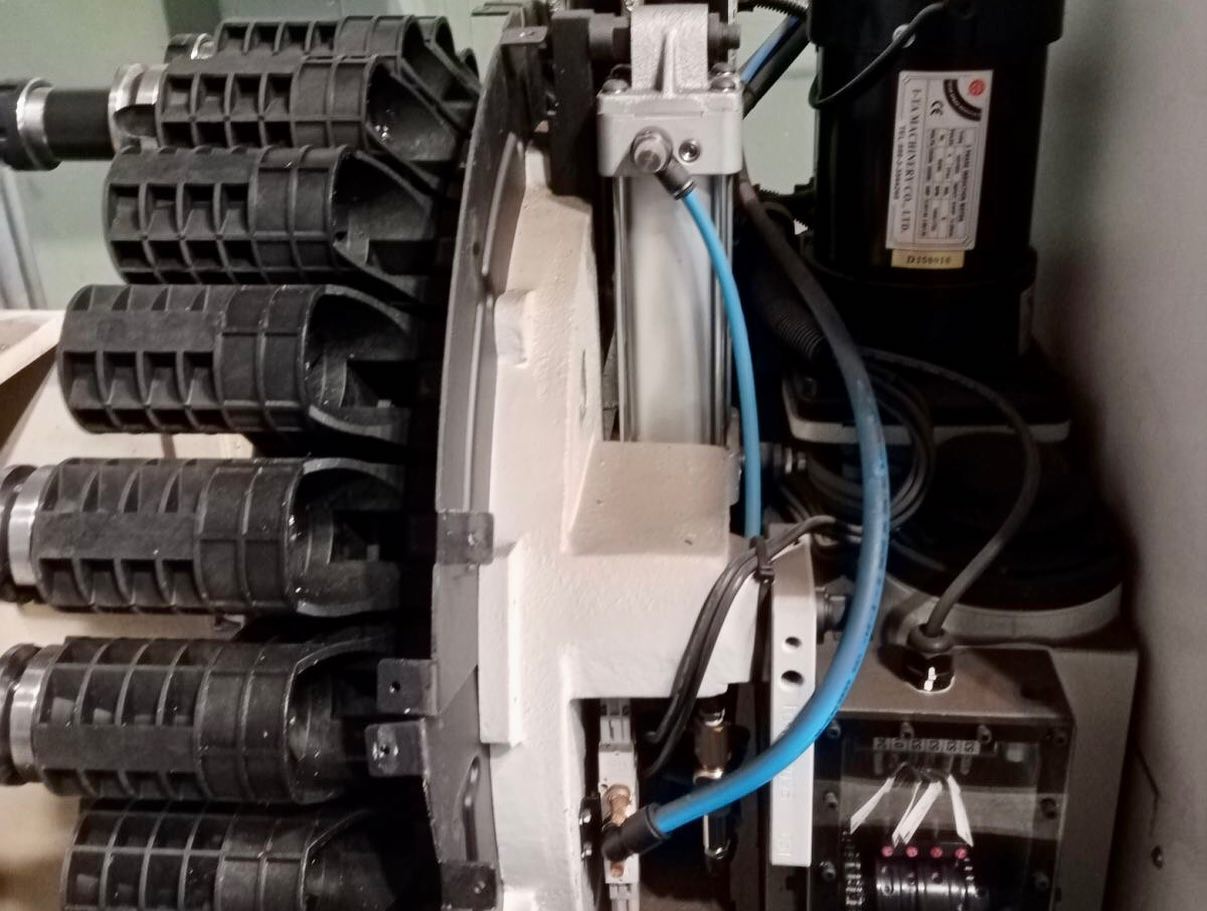
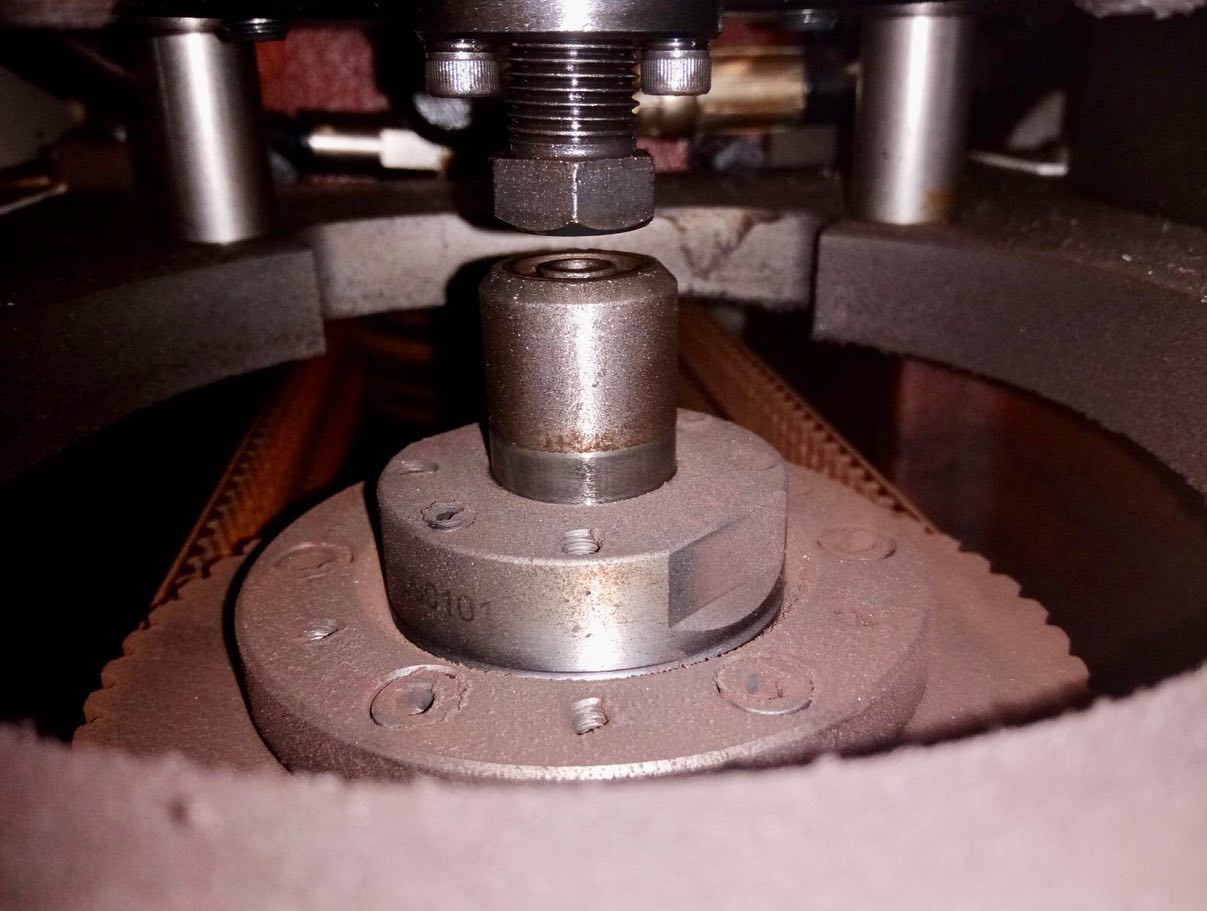
- ремни привода шпиндельного узла не имеют трещин надрывов или расслоений;
- в ходе проверки корректной работы концевых выключателей замечаний не выявлено;
- при проверке револьверного устройства смены инструмента не выявлено никаких дефектов механической части. Узел слежения в нормальном состоянии. Уровни смазочной жидкости в норме.
Рекомендации наших специалистов:
- необходимо составить план обслуживаний согласно оригинальному руководству по эксплуатации станка;
- согласно руководства по эксплуатации станка рекомендуется полная замена рабочих жидкостей и фильтров фрезерного центра: замена масла системы охлаждения, чистка либо замена фильтр-элемента, замена масла в редукторе узла смены инструмента револьверного типа;
- выполнить очистку всех шкафов управления, а также обслуживание радиатора системы охлаждения шпинделя.
- выполнить обслуживание встроенной системы воздухоподготовки и маслонасыщения пневматической системы станка. Установить дополнительный блок воздухоподготовки после выхода с магистрального трубопровода сжатого воздуха. Произвести чистку фильтрующих элементов системы воздухоподготовки;
- произвести замену элементов питания энергозависимой памяти энкодеров. В случае дальнейшей разрядки возможна аварийная остановка станка с необходимостью дальнейшей наладки;
- произвести техническое обслуживание с балансировкой загрязненного вентилятора двигателя привода шпинделя;
- в узле шпинделя необходимо перекоммутировать кабели с использованием соразмерных гермовводов под каждый кабель отдельно.